


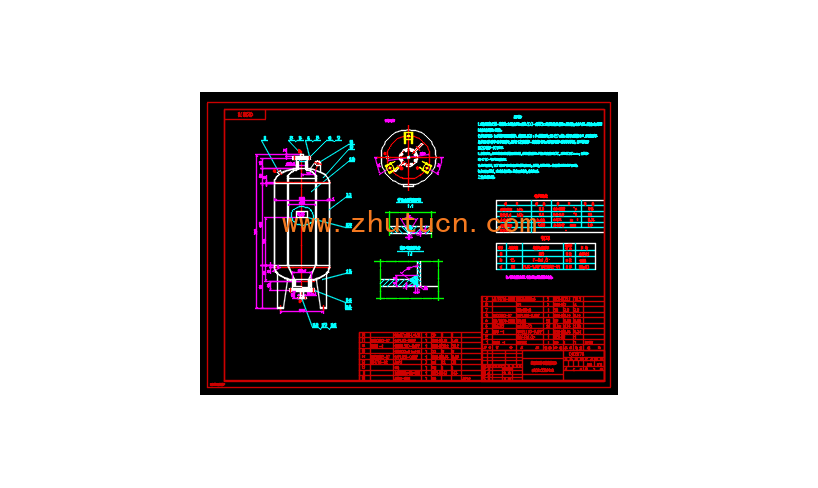


1.本设备按GB150-1998《钢制压力容器》和GA30.3-2002《消防增压稳压给水设备》进行制造、试验和验收;并接受《压力容器安全技术监察规程》的监督。
2.焊接采用电焊。自动焊焊丝钢号为H08A,焊剂为HJ431;手工焊焊条牌号:为J427;焊条、焊丝应有质量合格证,并经验收合格。
3.焊接结构型式及尺寸除图中注明外,其余按HG20583-1998中规定;角焊缝的焊角尺寸按较薄板的厚度,法兰的焊接按HG20605-97中规定。
4.容器上的A、B类焊缝应进行局部射线探伤检查,探伤检查长度不小于每条焊缝长度的20%,且不小于250mm;结果符合JB4730-94中Ⅲ级为合格。
5.设备制造完毕,以0.75MPa的压力对设备进行水压试验;无渗漏、无可见变形、试验过程中无异常响声为合格。
6.水压试验合格后,对设备外表面除锈、并涂红丹防锈漆、灰漆各两道。
7.管口方位按本图。