




1.立柱骨架采用100*100*4.0mm,80*100*4.0镀锌管,立柱上的连接板采用4mm钢板冲压成型与立柱骨架满焊打磨。
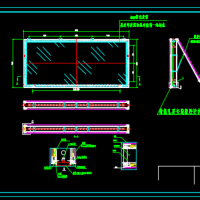
2,产品图案激光切割成型,采用高精度激光切割将花件正反面按照工艺要求切割,将花件平面不规则尺寸用用高精度数控开槽机在围边板材上进行角度90°,深度0.3毫米开槽,以保证在围边时无缝连接,采用高精密激光围字机将围边开槽板材与花件激光件从内部焊接成型,用180#百叶轮将花件角部焊点打磨光滑后完成。比传统管材拼接屏花外观更加美观,而且减少管材拼接所产生的焊疤和焊缝,使不锈钢焊接制作无变形。
3.立柱与灯箱连接,立柱内部预埋镀锌螺母,安装孔通过模具冲制,方便灯箱安装。
4,立柱底部焊接10mm钢板,钢板模具冲制条形孔。镀锌钢立柱与基础钢板的焊接前需进行表面清理,去除基础钢板焊缝部分的油,水等污物,采用镀锌焊条进行满焊焊接,焊缝宽度达到6MM,确保焊接强度,焊后粗糙处磨平,表面无明显凹凸现象。
5,焊接完成后按Q/2B74-33焊接通用技术,GB/T12770-2002标准执行检查。
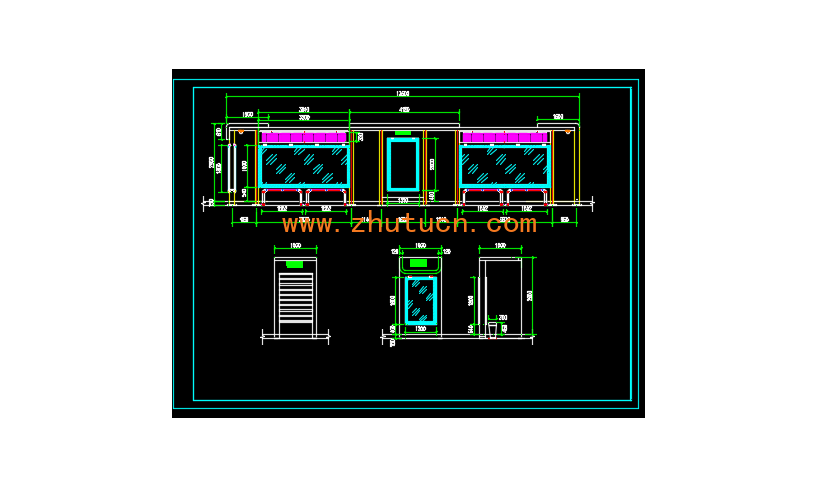
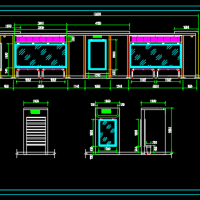
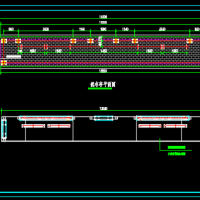
包含13.5m候车亭施工说明,平面布置图,立面图,材料详图,基础预埋图,接地及预埋电线图,大灯箱详图,LED箱详图,大灯箱玻璃图,立柱详图,顶棚详图,左右装饰及坐凳详图